用於IGBT收縮配件加熱器的插入件的感應收縮配件
目標:將尺寸為8“ x 4 1/2” x 3 1/2“的鋁製燃油泵殼體加熱到3750F,以便插入鋼製零件。 目前,殼體在對流烤箱中被加熱一小時以上。 將要插入鋼部件的區域的直徑為1.5英寸和0.6875英寸。 此外,插入過程會持續一分鐘多一點,因此應保持3750F的溫度。
一段時間完成這個過程。
材質:鋁製泵殼,尺寸為8“ x 4 1/2” x 3 1/2“
鋼插入部件。
溫度:3750F
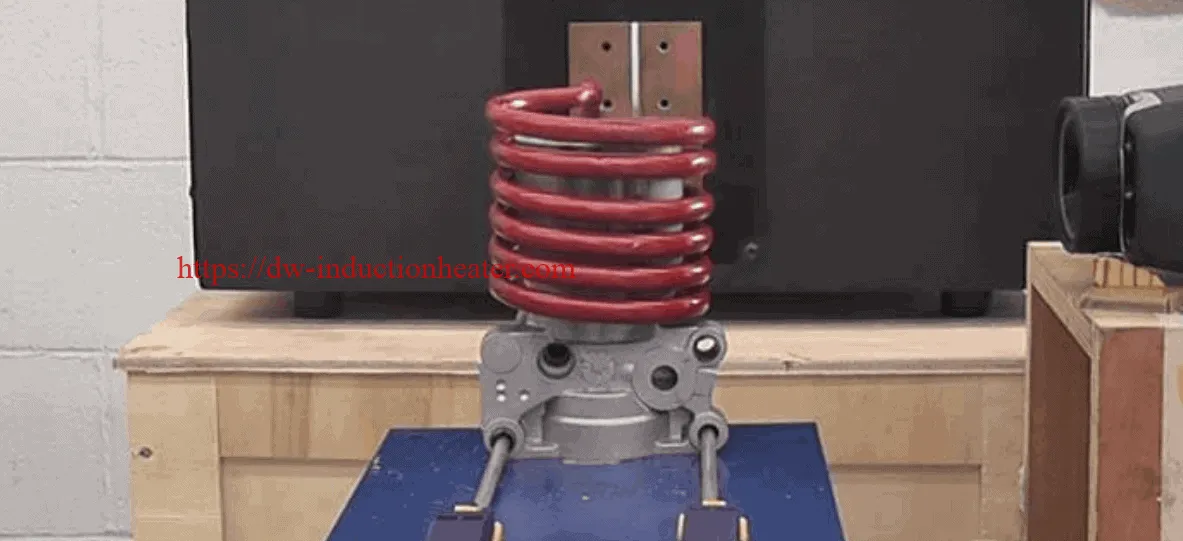
應用:通過使用DW-HF-25、25 kW輸出固態感應電源,獲得了以下結果。
–一(3750)分鐘內達到1F,以便插入。
–使用五(20)圈直角煎餅線圈成功加熱了5個外殼。
設備:Ameritherm SP 25,輸出功率為25 kW的固態感應電源,包括一(1)個遠程熱站,其中包含四(4)個總計為1.0μF的電容器,以及一個五(5)匝由3/16“銅製成的直角煎餅線圈管。
頻率:80 kHz




