採用IGBT感應加熱器的太陽能電池板中的感應焊接黃銅連接器
目標在太陽能電池板接線盒中一次焊接三個黃銅連接器,而不會影響接線盒中的組件
材料太陽能電池板接線盒,黃銅接頭,焊錫絲
溫度700ºF(371ºC)
頻率344 kHz
設備•DW-UHF-6 kW感應加熱系統,配備一個遠程工作頭,該工作頭包含一個1.0μF電容器。
•專門為此應用設計和開發的感應加熱線圈。
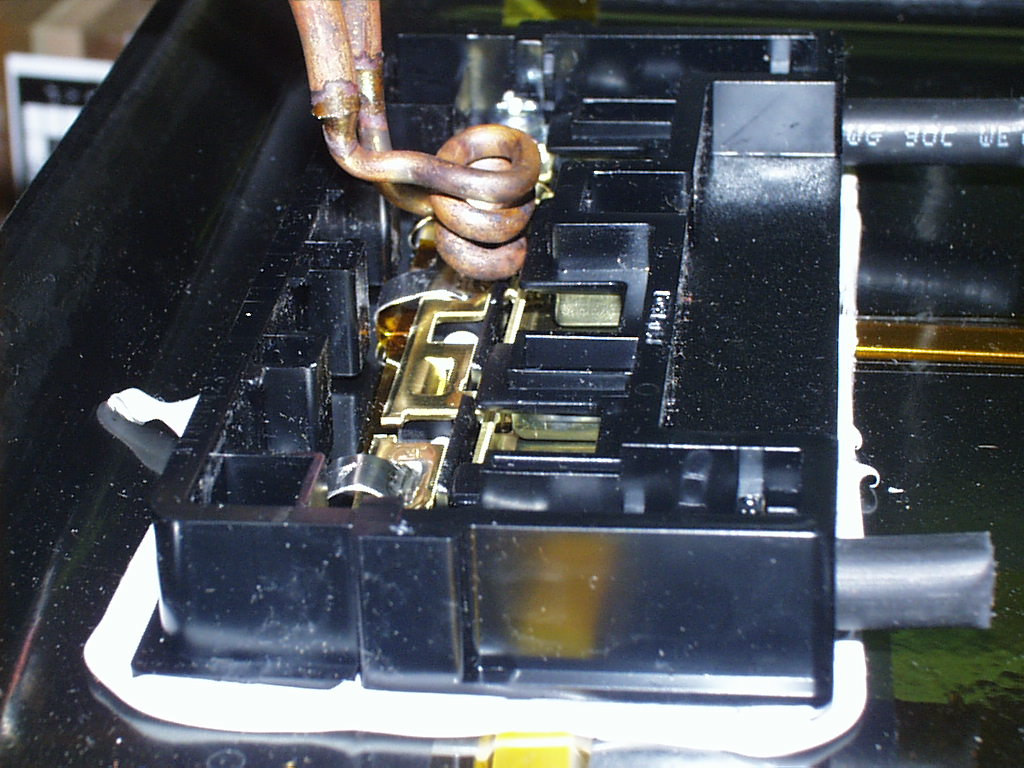
過程使用三匝橢圓形螺旋線圈加熱連接器。 將一條焊錫絲放置在接頭區域上,並將每個接頭分別加熱5秒鐘,以焊接連接器。 三個關節的總處理時間為15秒。
結果/優點感應加熱提供:
•精確的精度僅將熱量傳遞給接頭; 不會影響周圍的組件
•局部加熱產生乾淨整潔的關節
•產生高質量,可重複的結果
•均勻分配加熱