
刀片的感應淬火鋸齒
產品描述
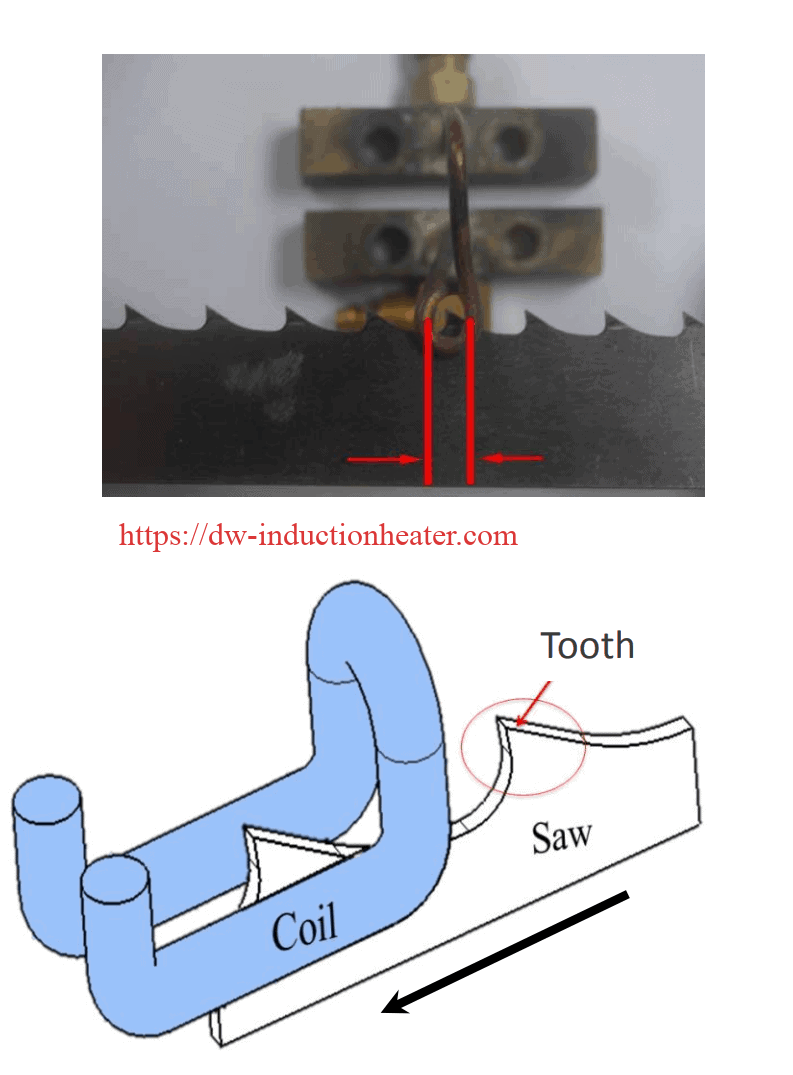
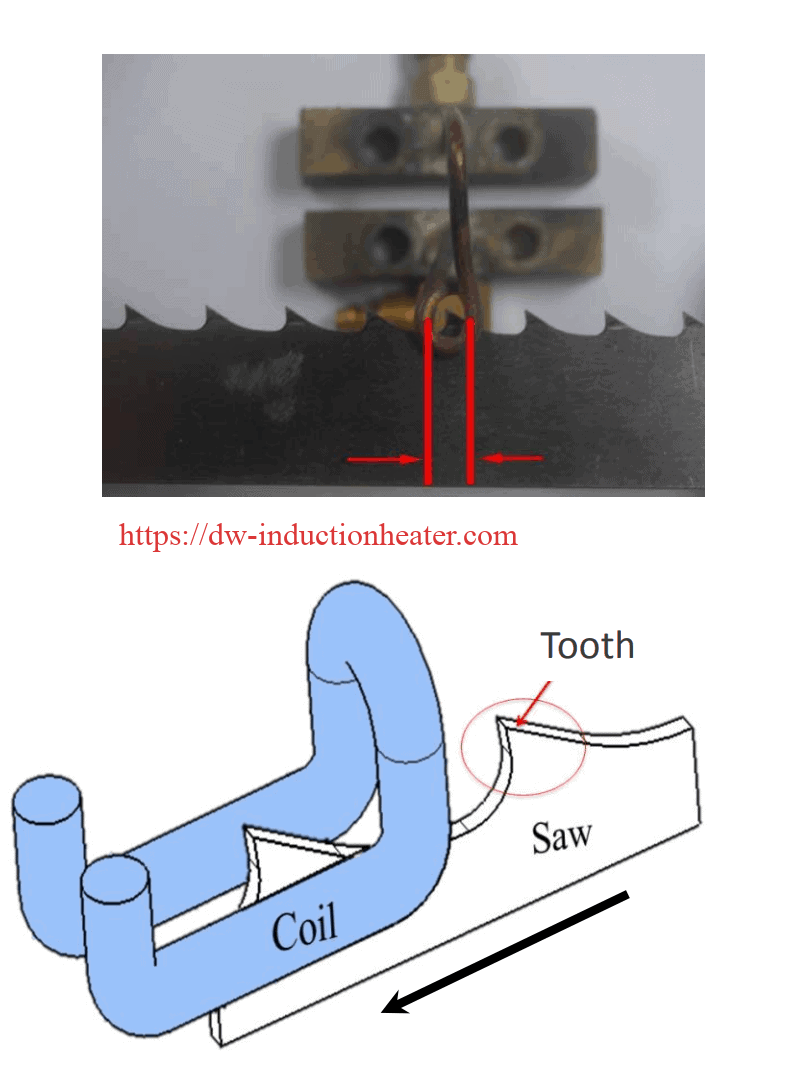
感應淬火鋸齒 刀片
感應硬化由“高速工具鋼”組成的鋼鋸條的齒的方法,該方法包括使高頻感應電流流過鋸條的齒,以使齒的所有顆粒(無論是在表面還是在內部)都通過。將其內部加熱到大約2375英寸F的臨界溫度,而無需類似地加熱刀片的其他部分,從而控制感應電流的頻率和大小,以使牙齒中的所有碳化物基本上都溶解在牙齒中當鋼達到臨界溫度時,實際上是奧氏體基體,隨後在大量晶粒長大之前將齒冷卻到實質上低於臨界溫度的溫度。 而不是硬化整個刀片,或者僅僅是感應表面來硬化牙齒。

刀片的感應淬火鋸齒,用於淬火應用; 目的是減少加熱時間
材質:鋸片截面
溫度:1650ºF(899ºC)
頻率:134 kHz
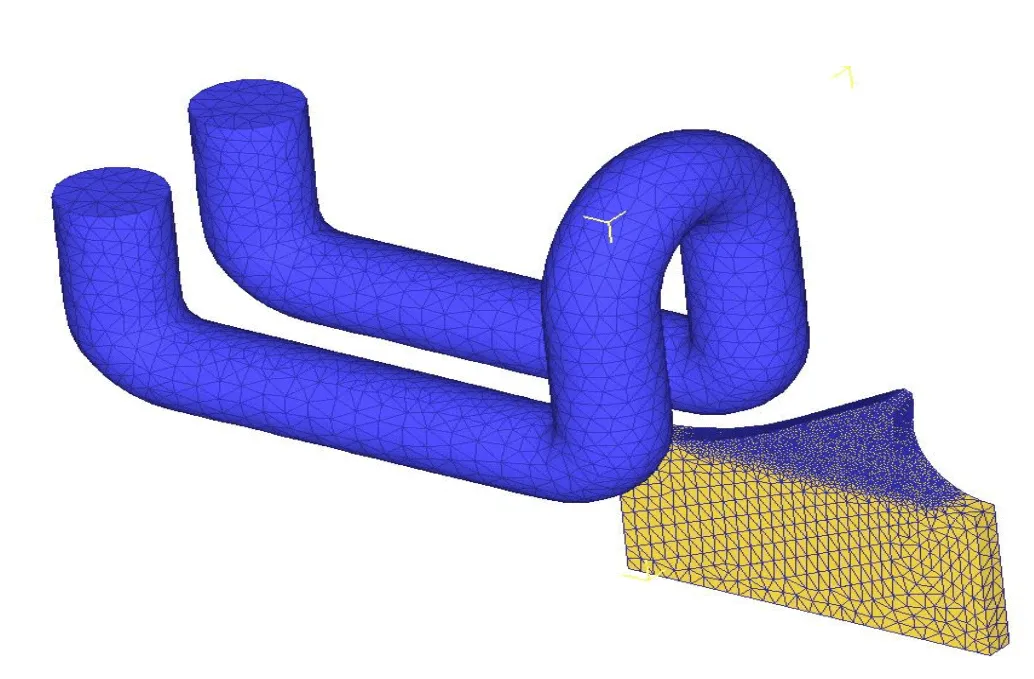
設備:DW-UHF-30kW 50-150 kHz 感應加熱系統 配備了一個遠程工作頭,該工作頭包含八個1.0μF電容器。專為此應用設計和開發的多位置兩匝螺旋感應加熱線圈

感應加熱線圈的開發使其不會將熱量集中在牙齒的外邊緣谷中。 將零件放置在距離線圈約1/8英寸(3.2毫米)的下方,並打開電源。 使用30 kW DW-UHF 感應加熱電源 將零件加熱到預定溫度(每顆五顆牙齒)內的溫度
四秒鐘。
結果/福利
速度:客戶已經在使用感應系統,但想升級到更高功率的系統以提高速度
他們的生產率(在第一次使用HLQ的感應之前,客戶使用了割炬。)
精度和可重複性:割炬不如感應精確,也不可重複,而感應可以
實現高度可重複
效率:感應淬火比割炬消耗的能量少,並提供即時開/關加熱




